
I.10CrMo910 అనేది మిశ్రమం ఉక్కు యొక్క పదార్థం, దీనిని సాధారణంగా బాయిలర్లు మరియు పీడన నాళాలలో ఉపయోగిస్తారు.10CrMo910 స్టీల్ ప్లేట్ స్టీల్ ప్లేట్ యొక్క యాంత్రిక లక్షణాలు, దృఢత్వం మరియు గట్టిదనాన్ని మెరుగుపరచడానికి తగిన విధంగా మిశ్రమ మూలకాలను జోడించడం ద్వారా అధిక నాణ్యత గల కార్బన్ స్ట్రక్చరల్ స్టీల్తో తయారు చేయబడింది.రసాయన కూర్పు (ప్రధానంగా కార్బన్ కంటెంట్), వేడి చికిత్స ప్రక్రియ మరియు వివిధ ఉపయోగాలు ప్రకారం, ఈ రకమైన ఉక్కును కార్బరైజింగ్, క్వెన్చింగ్ మరియు టెంపరింగ్ మరియు నైట్రైడింగ్ స్టీల్ త్రీగా విభజించవచ్చు.
II.10CrMo910 మిశ్రమం స్టీల్ ప్లేట్ యొక్క రసాయన కూర్పు:

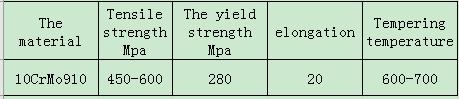
III.10CrMo910 మిశ్రమం స్టీల్ ప్లేట్ మెకానికల్ లక్షణాలు:
IV.10CrMo910 స్టీల్ ప్లేట్ వెల్డింగ్ పనితీరు పరిచయం:
10CrMo910 స్టీల్ ప్లేట్ను వెల్డింగ్ చేసేటప్పుడు, బేస్ మెటల్ వలె అదే బలంతో వెల్డింగ్ రాడ్ మరియు వైర్ ఎంపిక చేయబడితే, వెల్డింగ్ జాయింట్ యొక్క ప్లాస్టిసిటీ పేలవంగా ఉంటుంది.వెల్డింగ్ యొక్క ప్రీహీటింగ్ ఉష్ణోగ్రత 400~450℃ ఉండాలి, ఇది ఎక్కువగా ఉంటుంది మరియు నిర్మాణ పరిస్థితి పేలవంగా ఉంది.వెల్డింగ్ జాయింట్ ప్లాస్టిసిటీని మెరుగుపరచడానికి, 3H అధిక ఉష్ణోగ్రత టెంపరింగ్ కోసం వెల్డింగ్ను 740 ° C వద్ద ఉంచాలి.కానీ అధిక ఉష్ణోగ్రతను వేడి చేయడం మరియు ఎక్కువ కాలం పాటు అధిక ఉష్ణోగ్రతను తగ్గించడం వల్ల వెల్డింగ్ హీట్ ప్రభావిత జోన్లో స్పష్టమైన మృదుత్వం దృగ్విషయం ఏర్పడుతుంది.మీరు కొంచెం తక్కువ బలం, మంచి ప్లాస్టిక్ వెల్డింగ్ రాడ్ మరియు వైర్ని ఎంచుకుంటే, ప్రీ హీటింగ్ ఉష్ణోగ్రత బాగా తగ్గిపోతుంది (వాస్తవ ఆపరేషన్ 250~300° C), 700~720°C ఇన్సులేషన్ 1H టెంపరింగ్కు, వెల్డింగ్ ఒత్తిడిని తొలగించడానికి సరిపోతుంది, మరియు కాదు వెల్డింగ్ వేడి ప్రభావిత జోన్ యొక్క మృదుత్వం కారణం.అందువల్ల, R317 ఎలక్ట్రోడ్ మరియు H08CrMOA ఎలక్ట్రోడ్ సాధారణంగా వెల్డింగ్ 10CrMo910 అల్లాయ్ స్టీల్ పైపు కోసం ఉపయోగిస్తారు.
పోస్ట్ సమయం: నవంబర్-30-2021